En el mercado alemán, se han tratado de forma muy especial las conocidas como capas ricas en resina del entubado continuo desde la introducción de la norma DIN EN ISO 11296-4 en el año 2011. La norma dejaba espacio para la interpretación, lo que generó una competencia por alcanzar el mayor módulo E, que se convirtió en sinónimo de gran calidad. Pero también aparecieron indicadores cuyo fundamento técnico es dudoso. Esta práctica se mantiene aunque la actualización de la norma de productos haya supuesto la desaparición de su fundamento. La introducción del documento de AoC para entubado continuo es otro motivo para abandonar la vía específica alemana.
Antecedentes
En agosto de 2021 se publicó el denominado documento de AoC para entubado continuo, el proyecto de norma ISO/ TS 23818-2 [1]. Regula los requisitos para productos de revestimiento para el sector del flujo por gravedad con arreglo a EN ISO 11296-4 [2] y para el flujo por presión con arreglo a EN ISO 11297-4 [4]. AoC son las siglas de Assessment of Conformity, es decir, evaluación de la conformidad.
El capítulo 6.1.2 del proyecto de norma ISO/TS 23818-2 contribuye adicionalmente a terminar con el enfoque específico alemán en la descripción de las propiedades mecánicas del entubado continuo. A diferencia de la práctica internacional habitual, en Alemania se sigue usando el grosor compuesto como referencia para el módulo de los revestimientos. El reglamento de DWA, en la ficha técnica actual M 144-3 [5], incluso después de la reformulación de la norma DIN EN ISO 11296-4, usa el grosor compuesto como referencia para los grupos de módulos E. Se trata de una referencia geométrica que ya no existe en la norma de producto actualmente vigente. La versión anterior de la norma, de la que procede esta definición, se retiró hace más de tres años [3]. La versión actual solo reconoce el grosor aglomerado, claramente distinto del grosor compuesto.
A diferencia de la definición internacional habitual, que originalmente tenía otro objetivo y ha cambiado, en el mercado alemán se ha manejado de forma muy especial la resta de las denominadas capas ricas en resina desde la introducción de la norma DIN EN ISO 11296-4 en el año 2011. Este enfoque alemán se apoyaba y se sigue apoyando en las determinaciones de las licencias generales de obras / homologación general del modelo para entubado continuo del Instituto Alemán de Tecnología de la Construcción (DIBt). También en este sentido, los indicadores siguen haciendo referencia al grosor compuesto de la norma ya abandonada.
La norma ISO/TS 23818-2 prescribe, de forma unívoca, que los indicadores mecánicos del entubado continuo deben hacer referencia al grosor aglomerado. Además, en el marco de la comprobación de conformidad, los revestimientos se agrupan por sus diámetros y rigideces anulares. La clasificación de los revestimientos sobre la base de las rigideces anulares implica una equiparación más con la práctica internacional habitual para tuberías en general. Generalmente, las tuberías -y, en este sentido, el entubado continuo se debe clasificar en principio como producto de construcción- se clasifican exactamente con estos dos indicadores: el diámetro y la rigidez anular.
Función y significado de ISO/TS 23818
Los documentos de AoC son determinantes para la conformidad de los productos de construcción con los requisitos de la norma correspondiente. En las normas europeas de productos, los documentos de AoC se pueden dividir en dos grupos. Hay normas de producto armonizadas de las que forma parte el documento de AoC como anexo ZA. Las normas de producto armonizadas se elaboran por encargo de la Comisión Europea. Por lo general, se introducen en las ordenanzas de obras, y el anexo ZA es vinculante. Si los productos de construcción cumplen la norma, se genera un distintivo CE. Para las tuberías, actualmente existe solo una norma de producto armonizada, DIN EN 295-1 [6], que describe los requisitos para las tuberías cerámicas.
El segundo grupo lo forman todas las normas de producto no armonizadas, incluyendo las normas para entubado continuo. En estas normas no hay anexo ZA. Para valorar la conformidad, hay reglamentos complementarios en forma de documentos independientes que, con frecuencia, tienen carácter de proyecto de norma o especificación técnica (TS - Technical Specification). Por lo general, la TS no se suele convertir en norma (Technical Standard). Por tanto, sobre la base de estos documentos de AoC no se puede generar un distintivo CE.
Las TS están un nivel por debajo de las normas internacionales EN o ISO. Independientemente de ello, naturalmente, rigen la tecnología actual. Fabricantes, centros de certificación y usuarios las emplean para evaluar los productos de construcción tan pronto como se publican.
ISO/TS 23818-2 establece en el punto 1 «Ámbito de aplicación», que regula la valoración de la conformidad del entubado continuo con arreglo a las partes 4 de las familias de normas EN ISO 11296, 11297 y 11298. Esta especificación técnica está diseñada para ser incluida en los planes de calidad de los fabricantes, dentro de la gestión de la calidad y como fundamento para los procesos de certificación. Esto supone que, a partir de ahora, la homologación de tipo, el control de producción interno de la empresa y la supervisión externa del entubado continuo se realizarán de conformidad con ISO/TS 23818.
Sobre la base de la TS, primero se deben clasificar los revestimientos según sus diámetros y rigideces anulares. En la elaboración de grupos de revestimientos, no se contempla el módulo E como indicador. Naturalmente, todas las propiedades mecánicas se basan en las definiciones de la norma actual. A partir de ahora, el módulo E no será el elemento central de la valoración mecánica. La rigidez anular de los revestimientos cobra cada vez mayor importancia. En este sentido, sigue la tendencia establecida por las tuberías en general y por las tuberías de PRFV en particular. Los fabricantes de tuberías de PRFV no indican el módulo E para sus productos. La valoración técnica se realiza usando la rigidez anular, porque es la magnitud que se incluye en los cálculos.
Los fabricantes de entubado continuo, con vistas al negocio internacional y para evitar errores, generan hojas de datos técnicos con indicadores estandarizados y, por tanto, abandonan los módulos E relativos al grosor compuesto.
Con la introducción de ISO/TS 23818-2, ya no se necesita otra metodología para la realización de pruebas, sino un cálculo distinto de los indicadores. Es importante recalcar este concepto.
Relaciones entre los módulos E con distintas referencias geométricas y rigidez anual
Los principales indicadores mecánicos o geométricos del entubado continuo, el módulo E, el grosor de pared y la rigidez anular, están relacionados entre sí de forma inseparable. Existen distintas combinaciones posibles para describir la mecánica del producto. La rigidez anular, calculada a partir del módulo E y el grosor de pared, es responsable de la estabilidad del revestimiento. El grosor de pared se consigna en forma de momento de inercia. En las pruebas de material en el entubado continuo, se sigue calculando la rigidez, es decir, la resistencia contra la deformación. A partir de la rigidez, se calcula el módulo E con ayuda del grosor de pared.
En observancia de las normas de producto actuales para entubado continuo, el reglamento de DWA adicional y las licencias generales de obras / homologación general del modelo para determinado entubado continuo, hay cuatro módulos distintos en forma de valores a corto plazo que, a su vez, se deben convertir en valores a largo plazo usando un factor de reducción. Por eso, el entubado continuo tiene un papel especial dentro de la familia de productos de las tuberías. Como práctica habitual y preferente, hay un solo módulo E para cada material.

Imagen 1: Preparativos para la instalación de la manga: Introducción de la lámina deslizante

Imagen 2: Introducción de SAERTEX-LINER MULTI tipo S+
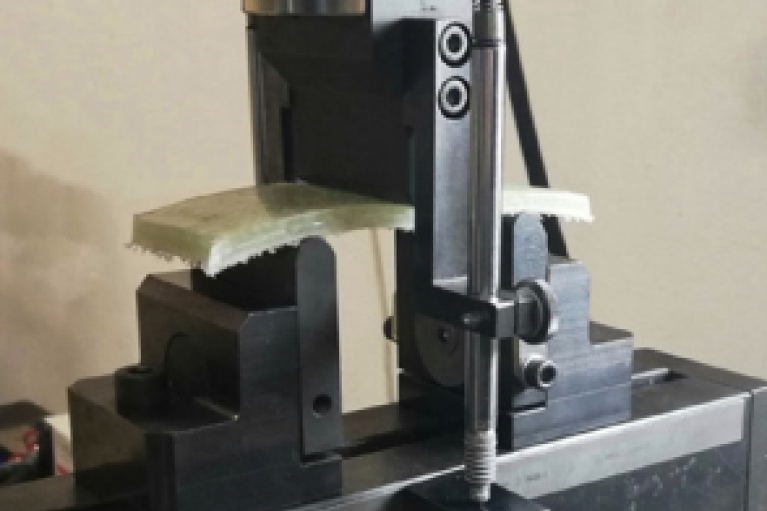
Imagen 3: Prueba de flexión de 3 puntos en SAERTEX-LINER MULTI tipo S+
Tabla 1: Indicadores para SAERTEX-LINER MULTI e INDUSTRY tipo S+ como requisitos en las pruebas de flexión de 3 puntos
| Clase |
Módulo E (grosor de pared compuesto) |
Módulo E (grosor de aglomerado) |
| 3.ª | 14.500 MPa | 9.100 MPa |
| 4.ª - 5.ª | 16.800 MPa (IST) | 12.600 MPa |
| 6.ª - 15.ª | 16.800 MPa (IST) | 14.200 MPa |
A continuación, y en aras de la claridad, se indican, a modo de ejemplo, los cuatro valores para SAERTEX-LINER MULTI e INDUSTRY tipo S+ (véanse la Imagen 1 y la Imagen 2). Los valores son típicos para entubado continuo reforzado con fibra de vidrio en ámbitos de alto rendimiento.
- Módulo E obtenido a partir de la prueba de anillo, referido al grosor compuesto, véanse las licencias generales de obras / homologación general del modelo: 20 500 MPa. Con este indicador se realiza el cálculo estático.
- Módulo E obtenido a partir de la prueba de anillo, referido al grosor aglomerado, hasta ahora era un indicador puramente interno, véase la representación en el siguiente punto.
- Módulo E obtenido de la prueba de 3 puntos en el tramo curvado del revestimiento, referido al grosor compuesto, véanse las licencias generales de obras / homologación general del modelo: 16 800 MPa. Con este indicador se comprueba la calidad del revestimiento en la obra.
- Módulo E obtenido de la prueba de 3 puntos en el tramo curvado del revestimiento, referido al grosor aglomerado, hasta ahora era un indicador puramente interno, véase la representación en el siguiente punto.
En los últimos años, los fabricantes alemanes de entubado continuo han estado compitiendo por alcanzar el máximo módulo E. Un módulo E alto se consideraba sinónimo de una gran calidad del entubado continuo. Prueba de ello es la constante publicación de versiones complementarias de la ficha técnica de DWA M 144-3 con módulos E cada vez más altos, tal como se indica en la tabla 2 para los denominados grupos de materiales centrales. En los últimos diez años han aparecido cinco versiones complementarias en las que prácticamente se ha doblado el máximo valor del módulo E.
Además del desarrollo técnico, el aumento de los módulos E también es expresión de los posibles diseños sobre la base de la versión de DIN EN 11296-4 de 2011. La resta de las mayores cantidades posibles correspondientes a las capas ricas en resina permiten calcular módulos E muy altos. Para una rigidez dada de un revestimiento determinado, cuanto mayor sea el grosor de capa que se reste del grosor total de la pared como capa rica en resina, mayor será el módulo E. Los máximos indicadores para el módulo E de larga duración del entubado continuo en la versión actual de la hoja técnica de DWA se encuentran en torno a los valores máximos de las tuberías de PRFV con un refuerzo perimetral idóneo, tal como se describe en otro punto del reglamento de la DWA. Esto supone una menor fiabilidad, porque las tuberías de PRFV no solo son el resultado de un mayor desarrollo técnico, sino que también se fabrican en procesos industriales optimizados y no se generan en la obra como el entubado continuo. En las pruebas de material, ciertos indicadores para el entubado continuo se calculan mediante restas geométricas, por lo que quedan por encima del límite técnico del PRFV. Este límite, con el máximo contenido de fibra y la orientación ideal en un módulo E, es de unos 35 000 Mpa.
La competencia en torno a este indicador es esencialmente absurda, porque el módulo E es solo un componente usado para conseguir la rigidez anular requerida. Estrictamente hablando, el módulo E es incluso menos efectivo que el grosor de pared. En el cálculo de la rigidez anular, el grosor de pared se eleva a la tercera potencia. Un aumento del módulo E en un 20 % incrementa la rigidez anular exactamente en esa cifra. El aumento del grosor de pared en un 20 % implica el aumento de la rigidez anular en un 173 %.
Nuevos indicadores para entubado continuo de SmC
La adaptación de los indicadores a la referencia geométrica derivada de la versión actual de DIN EN ISO 11296-4, es decir, al grosor de aglomerado, supone una considerable disminución del módulo E, porque el grosor de aglomerado, por lo general, es mayor que el grosor compuesto. El grosor de aglomerado de un revestimiento es el grosor total del que se restan las láminas termoplásticas interiores o exteriores, si las hay. El grosor de las láminas se debe consignar en las hojas técnicas de datos.
Con ello se abandona la práctica habitual de medir el revestimiento, basada en la medición, muy costosa y poco objetiva, de las capas ricas en resina o en la resta de una cantidad fija según indicaciones del fabricante, que tampoco resulta adecuada. Habitualmente, además de las láminas, se resta al grosor de pared total un valor fijo llamado capa rica en resina, para definir el grosor compuesto como una referencia geométrica para el módulo E.
Si el grosor de pared es reducido, el cambio de la referencia geométrica cambia el módulo E porcentualmente más que si el grosor de pared es grande. El motivo es la gran variación del grosor de pared antes descrita, que se eleva a la tercera potencia para integrarla en el momento de inercia. Para una rigidez determinada, un cambio en el grosor de pared (grosor compuesto, restando una cantidad fija de 0,5 mm de las capas ricas en resina) de 4,0 mm a 4,5 mm (grosor de aglomerado) supone una reducción del 70 % en el módulo E. Si el cambio es de 10,0 mm a 10,5 mm, el módulo E se reduce en un 86 %.
Por tanto, el SmC ha decidido elaborar grupos de grosores de pared para los nuevos indicadores de los módulos E. A diferencia de lo que se hacía hasta ahora con un módulo E por cada tipo de revestimiento, ahora hay distintos módulos E dentro de los grupos. Para determinados procesos de producción y diseños de revestimientos se conoce la relación entre el módulo E y el grosor de pared. Sin embargo, en el pasado apenas se prestaba atención al tema. Sobre la base de los módulos E, para el entubado continuo se determinan las rigideces anulares en relación con el grosor de aglomerado y el diámetro exterior.
Los indicadores para SAERTEX-LINER MULTI e INDUSTRY tipo S+, requeridos en las pruebas de flexión de 3 puntos (Imagen 3), están consignados, a modo de ejemplo, en la Tabla 1. También se muestran las relaciones geométricas modificadas y los nombres que tendrán los revestimientos en referencia a su grosor de pared.
En el transcurso de la nueva valoración y la conversión, para el revestimiento con un grosor de aglomerado de 3,5 mm, se empleó un completo programa de comprobación en observancia de la dispersión estadística, para determinar nuevos indicadores que también se incluyen en la Tabla 1.
Los valores numéricos de la tabla se han derivado, mediante conversiones, de los indicadores de la licencia general de obra. En adelante, se someterán a las pruebas de materiales con arreglo al reglamento vigente. Los indicadores modificados solo son el resultado de una nueva valoración de los procesos de medición ya probados. No se ha producido ningún cambio en la construcción de los revestimientos o en las materias primas. La homologación actual sigue siendo totalmente válida. El SmC irá aplicando sus indicadores gradualmente y, durante un tiempo, empleará paralelamente los indicadores según las versiones antigua y nueva de la norma de producto. Naturalmente, esta conversión tampoco influye en los grosores de pared necesarios, derivados de los certificados de seguridad, es decir, en la elección del revestimiento adecuado. Dentro de la rigidez anular requerida, se produce un desplazamiento puramente matemático de los pesos, desde el módulo E hacia el grosor de pared. La conversión de la resistencia a la flexión en rigidez anular, como base del cálculo estático, se realiza con un factor fijo. Este factor también se deriva de los indicadores de las licencias generales de obras / homologación general del modelo.
Literatur
[1] ISO/TS 23818-2 „Konformitätsbewertung von Kunststoffrohrleitungssystemen zur Sanierung von bestehenden Rohrleitungen – Teil 2: Harz-Faser Verbundwerkstoff (RCF)“ (2021-08)
[2] DIN EN ISO 11296-4 „Kunststoff-Rohrleitungssysteme für die Renovierung von erdverlegten drucklosen Entwässerungsnetzen (Freispiegelleitungen) – Teil 4: Vor Ort härtendes Schlauch-Lining“ (2018-09)
[3] DIN EN ISO 11296-4 „Kunststoff-Rohrleitungssysteme für die Renovierung von erdverlegten drucklosen Entwässerungsnetzen (Freispiegelleitungen) – Teil 4: Vor Ort härtendes Schlauch-Lining“ (2011-07)
[4] DIN EN ISO 11297-4 „Kunststoff-Rohrleitungssysteme für die Renovierung von erdverlegten Abwasserdruckleitungen – Teil 4: Vor Ort härtendes Schlauch-Lining“ (2018-09)
[5] DWA M 144-3 „Zusätzliche Technische Vertragsbedingungen (ZTV) für die Sanierung von Entwässerungssystemen außerhalb von Gebäuden – Teil 3: Renovierung mit Schlauchliningverfahren (vor Ort härtendes Schlauchlining) für Abwasserkanäle“ (2018-12)
[6] DIN EN 295-1 „Steinzeugrohrsysteme für Abwasserleitungen und -kanäle – Teil 1: Anforderungen an Rohre, Formstücke und Verbindungen“ (2013)
Autores
Dr. Nils Füchtjohann
Director global de productos
SAERTEX multiCom, Saerbeck
Tel: +49 2574 902 502
Gracias a las 3R por facilitar el artículo.